
熱門下載
聯系粵佳
廣州市譜源氣體有限公司


塑料加工用激光焊接技術(二)
2008-7-28 0:44:00
設備
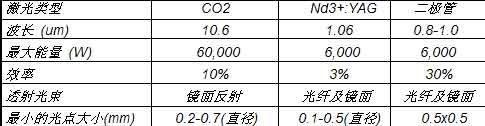
激光透射焊接技術主要使用兩類激光設備:一個是摻釹釔鋁石榴石合成晶體(Nd3+:YAG),另一個是半導體二極管。Nd3+:YAG激光的波長為1064納米(nm),容易被含有特殊填料或顏料的塑料吸收。可以通過光導纖維將激光很方便的傳送到激光頭,尤其是在使用自動化裝置的焊接技術。
二極管激光器產生的波長范圍在800-1000nm之間,這對焊接來說是效率最高的能量區域。它結構緊湊,可以很方便的安裝在自動化設備上。二極管激光的吸收特征和Nd3+:YAG的吸收特征類似。
塑料焊接有時也使用二氧化碳激光器。它能產生10600nm的光波,這同Nd3+:YAG和二極管激光器產生激光相比,更容易被塑料吸收。但是二氧化碳激光的穿透性能沒有其它兩種激光器產生的激光。因此二氧化碳激光器主要用于薄膜材料焊接。

表 1: 市場上常用的塑料激光加工技術對比
使用Nd:YAG或二極管激光的透射焊接技術,可以以超過20米/分的線速度將1mm以上厚度的塑料件焊接在一起。二氧化碳激光器焊接薄膜的速度可以高達750米/分。
材料
幾乎所有的熱塑性塑料和熱塑性彈性體都可以使用激光焊接技術。常用的焊接材料有 PP、PS、PC、ABS、聚酰胺、PMMA、聚甲醛、PET以及PBT等。而其它的一些工程塑料如聚苯硫醚PPS和液晶聚合物等,由于其具有較低的激光透過率而不太適合使用激光焊接技術。因此常常在底層材料上加入炭黑,以便使其能吸收足夠能量,從而滿足激光透射焊接的要求。

圖 2:可用于激光焊接的聚合物
未填充的或者玻纖增強的聚合材料都可以用于激光焊接。但是過高的玻纖含量會散射發出得IR激光,降低光束通過聚合物的穿透力。有色塑料也可以用于激光焊接,但是隨著顏料或染料含量的增加,激光束的通過塑料的穿透能力會有所下降。
焊接類型
塑料激光焊接有幾種不同的焊接方式。
順序型周線焊接(contour welding):激光沿著塑料焊接層的輪廓線移動并使其熔化,將塑料層逐漸的粘結在一起;或者將被夾層沿著固定的激光束移動達到焊接的目的。
同步焊接(simultaneous welding):來自多個二極管激光束被引導到沿著焊接層的輪廓線上,并熔化塑料,從而使得整個輪廓同時熔化并粘結在一起。
準同步焊接(Quasi-simultaneous welding): 該技術綜合了上述兩種焊接技術。利用反射鏡產生高速激光束(至少10 米/秒的速度),并沿著待焊接的部位移動,使得整個焊接處逐漸發熱并熔合在一起。

圖 3: 順序型周線焊接、同步焊接和準同步焊接技術(左到右)
另一方法是掩模焊接(mask welding)。激光束通過模板進行定位、熔化并粘結塑料,該模板只暴露出下面塑料層的一個很小的、精確的焊接部位。使用這種技術可以實現低至10微米的高精度焊接。
下一篇:塑料加工用激光焊接技術(一)
